
-
Elektrowerkzeug

-
Zubehör & Ersatzteile

-
Handwerkzeug

-
Messtechnik

-
Druckluftgeräte

-
Bau / Werkstatt / Co.

-
Befestigungstechnik

-
Reinigung

-
Haus, Sicherheit, Tür & Post

-
Garten

-
Öle, Lacke, Wachs & Farben

-
Bauchemie

-
Anleitungen, Tipps & Tricks




PROXXON THERMOCUT-Kreisschneider TKS 360 - 27076
PROXXON THERMOCUT-Kr...
EAN: 4006274270763
Versandgewicht: 0,34 kg


PROXXON THERMOCUT-Kreisschneider TKS 360 - 27076
THERMOCUT-Kreisschneider TKS 360 von PROXXON, mit der Artikelnr.: 27076 und der EAN: 4006274270763
Beschreibung:
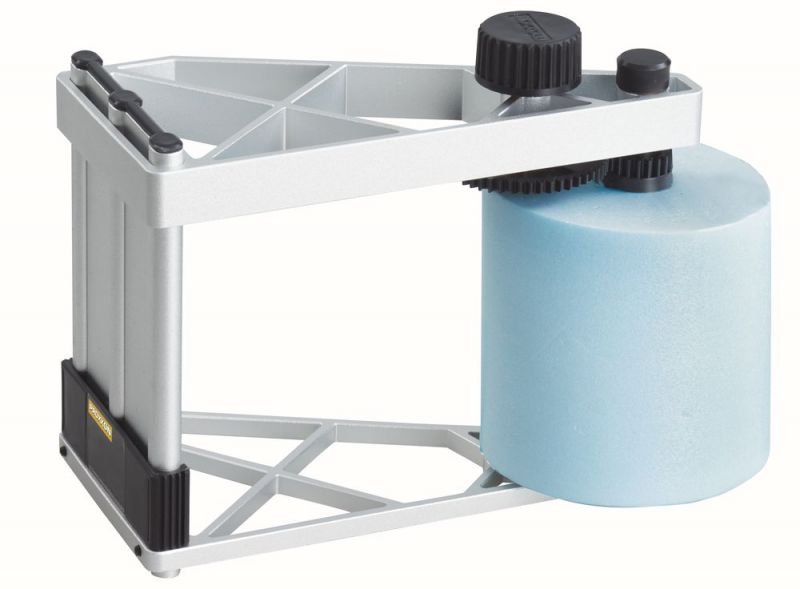
Der THERMOCUT-Kreisschneider TKS 360 von PROXXON ist eine praktische Ergänzung für das Heißdraht-Schneidegerät THERMOCUT 230/E. Für superpräzise Kreisschnitte! Ermöglicht die exakte Herstellung von Zylindern und abgeschnittenen Kegeln mit hoher Wiederholgenauigkeit. Solide Konstruktion aus Aluminium (eloxiert). Stufenlose, werkzeuglose Höhenverstellung. Großzügig übersetztes Getriebe (3:1) für komfortables Schneiden ohne Umgreifen des Drehknopfes. Einfache Vorwahl des gewünschten Werkstückdurchmessers durch Verschieben der Vorrichtung in der Tischnut. Ergonomisches Griffstück für sicheren Halt bei der Bedienung. HINWEIS: Das Heißdraht-Schneidegerät gehört nicht zum Lieferumfang.
Vorteile:
Für superpräzise Kreisschnitte!
Praktische Ergänzung für das Heißdraht-Schneidegerät THERMOCUT 230/E.
Technische Daten:
Mögliche Abmessungen Zylinder:
Ø_min=20 mm
Ø_max=250 mm
h_max=80 mm
Mögliche Abmessungen Kegelstumpf:
Ø_min=22 mm
Ø_max=250 mm
h_max=80 mm
Lieferumfang:
THERMOCUT-Kreisschneider TKS 360
Passendes Original PROXXON Zubehör

Für Perfektion im Detail: Optimale Ergebnisse erzielen Sie durch den Einsatz von Original-PROXXON-Zubehör zusammen mit PROXXON THERMOCUT-Kreisschneider TKS 360 - 27076.
Klicken Sie auf die unten aufgeführten Kategorien. Dort haben wir für Sie das auf PROXXON THERMOCUT-Kreisschneider TKS 360 - 27076 abgestimmte und passende PROXXON Zubehör zusammengestellt.
Passendes Original PROXXON Zubehör PROXXON THERMOCUT-Kreisschneider TKS 360 - 27076
PROXXON THERMOCUT-Kreisschneider TKS 360 (Art.-Nr. 27076) – Präzise Zylinder und Kegelstümpfe im Hartschaum auf reproduzierbarem Niveau
Der PROXXON THERMOCUT-Kreisschneider TKS 360 erweitert das Heißdraht-Schneidegerät THERMOCUT 230/E zu einem fein kontrollierbaren System für kreisrunde Geometrien. Wo freie Handführung Ellipsen, Maßabweichungen oder unruhige Kanten produziert, liefert der Kreisschneider TKS 360 definierte Durchmesser, gleichmäßige Mantelflächen und planebene Stirnflächen. Das Gefühl, einen Radius nicht nur zu schätzen, sondern einzustellen, schafft Vertrauen in serielle Formteile – ob für Architekturmodelle, RC-Luftfahrt, Szenografie oder technische Schaumprototypen. Die eloxierte Aluminiumkonstruktion bewahrt Maßhaltigkeit auch bei längerer Nutzung und vermittelt eine Haptik, die professionellen Ansprüchen entspricht. Die stufenlose, werkzeuglose Höhenverstellung befreit von Unterlege-Tricks oder improvisierten Distanzstücken. Das 3:1 Getriebe übersetzt Drehbewegung in fein dosierte Rotation des Werkstücks, ohne verkrampftes Umgreifen. So entstehen saubere Rotationsflächen, während der Heißdraht des THERMOCUT 230/E konstant am Material arbeitet. Das ergonomische Griffstück stabilisiert die Handhaltung und verhindert Mikroruckler, die andernfalls sichtbar als Facetten oder Mikrowellen auftauchen würden.Funktionsprinzip und Mehrwert gegenüber freier Hand
Der THERMOCUT-Kreisschneider TKS 360 nutzt die Tischnut des Basissystems zur linearen Positionierung der Rotationsachse. Ein Verschieben der Vorrichtung definiert den Radius; eine Feineinstellung über den Getriebeknopf sorgt für kontrollierte Drehung während des Schneidvorgangs. Statt die Rotationsgeschwindigkeit manuell zu raten, ermöglicht der mechanische Übersetzungsweg reproducible Progression. Das Resultat: gleichmäßiger Materialabtrag und weniger Nacharbeit durch Schleifvliese oder Spachtel. Die Wiederholgenauigkeit ist vor allem bei Serien von Ringsegmenten für Tragflächenkerne, Podestverläufen in Modellbau-Treppen oder Dichtungsaufnahmen in Verpackungsprototypen entscheidend. Wer iterative Tests fährt, reduziert Ausschusskosten durch identische Ausgangsformen.Technische Leistungsgrenzen bewusst nutzen
Zylinderdurchmesser von 20 bis 250 mm und Höhen bis 80 mm decken den Großteil typischer Kerngeometrien in XPS- und EPS-Dichten ab. Für Kegelstümpfe beginnt der Mindestdurchmesser bei 22 mm; dadurch entsteht Spielraum für konische Übergänge etwa bei Rumpfsegmenten im Modellflug oder abgestuften Säulen in architektonischen Präsentationsmodulen. Die obere Begrenzung zwingt zur bewussten Planung großer Formen in Segmenten – ein Vorteil, wenn modulare Bauweise und transportfähige Teile ohnehin bevorzugt werden.Vorteile des PROXXON TKS 360 auf einen Blick
- Superpräzise Kreisschnitte mit gleichmäßigen Mantelflächen
- Ergänzung zum THERMOCUT 230/E für rotative Formgebung
- 3:1 Getriebeübersetzung für feinfühlige Drehkontrolle
- Stufenlose Höhenverstellung ohne Werkzeug
- Eloxiertes Aluminium für Formstabilität und geringe Reibung
- Schnelle Durchmesser-Vorwahl über Tischnut-Verschiebung
- Ergonomisches Griffstück zur sicheren Führung
- Hohe Wiederholgenauigkeit bei Serien und Prototypen
Typische Anwendungsszenarien in Praxisprojekten
- Architekturmodelle: Rondelle, Säulensockel, Geländepodeste, geschichtete Landschaftszylinder
- Modellflug: Rumpfringe, Spinnergrundkörper, Kernsegmente für laminierte Luftschraubenspinner
- Dioramen: Brunnenschächte, Turmsegmente, modulare Stadtbasis-Elemente
- Szenografie und Kulissenbau: Säulenfragmente, großvolumige Leichtkerne für Laminatverkleidungen
- Design-Prototypen: Griffrohlinge, ergonomische Formstudien, Verkleidungssegmente
- Technische Verpackung: Pass-Zylinder zur Stoßdämpfung sensibler Komponenten
Emotionale Komponente: Souveränität durch reproduzierbare Rundheit
Das Erleben, wie ein vorgesehenes Maß sich exakt materialisiert, reduziert Kreativstress. Statt Reserveblöcke aus Angst vor Fehlrotationen vorzuhalten, reicht ein definierter Zuschnitt. Diese Planungssicherheit schafft mentalen Freiraum für Feinheiten wie Oberflächentexturen oder modulare Verzahnung. Wer aus handgeführten Kreisversuchen kommt, spürt deutlichen Qualitätssprung: Wellen und Versätze weichen einer ruhigen Mantellinie.Vom rohen Schaumblock zum geometrisch sauberen Körper
Der Arbeitsablauf beginnt mit dem Ausrichten des Rohmaterials auf der THERMOCUT Arbeitsfläche. Danach positioniert man den Kreisschneider TKS 360 entlang der Tischnut, arretiert ihn durch leichten Anpressdruck und führt den Draht vorsichtig an die Außenkante. Über das Getriebe erfolgt eine gleichmäßige Rotation. Für Kegelstümpfe wird zunächst der größere Durchmesser definiert, anschließend die Höhe und der reduzierte Gegenradius kalibriert. Die definierte Achsführung verhindert Drift.Praxis-Tipps für maximale Präzision
- Temperatur moderat wählen: Zu hoher Draht führt bei Rotation zu seitlicher Aufschmelzung
- Rotation stetig halten: Kurze Stopps erzeugen sichtbare Ringmarken
- Drahtkontakt punktuell einleiten: Nicht abrupt vollflächig eintauchen
- Durchmesser fein nachjustieren: Letzte Zehntel über halbe Umdrehung korrigieren
- Kegelstumpf in zwei Etappen: Erst Grundzylinder, dann konische Reduktion
- Referenz notieren: Materialtyp, Dichte, Temperatur für Serieschnitte dokumentieren
- Span-/Schmelzreste entfernen: Leichter Pinselstrich nach dem Schnitt für klare Oberfläche
Fehlerbilder und Gegenmaßnahmen
Ein konisch auslaufender vermeintlicher Zylinder deutet auf ungleichmäßige Drehgeschwindigkeit hin – Getriebegriff bewusst gleichförmig führen. Schmale Flachstellen deuten auf Mikrostopp oder zu kalten Draht; Temperatur leicht erhöhen. Schmauchige Glanzringe zeigen Überhitzung bei zu langsamer Drehung. Ausfransungen am Fuß treten auf, wenn das Werkstück beim Start nicht plan aufliegt – Auflage prüfen und leichte Vorrotation ohne Drahtkontakt durchführen.Sinngemäß verdichtete Nutzererfahrungen
Modellbauer berichten, dass Wing-Fuselage-Übergänge mit segmentierten Kegelstümpfen passgenauer gelingen. Architekturstudios schätzen konstante Durchmesser bei Säulenreihen ohne Nachschleifen. RC-Bauer heben hervor, dass Spinnergrundkörper mit weniger Versätzen entstehen. Kritikpunkt einzelner Stimmen: Wer zu hastig am Getriebe dreht, überschätzt die Trägheit und erzeugt Facetten – Lernkurve jedoch kurz.Vergleich zu improvisierten Kreisvorrichtungen
Selbstgebaute Drehzapfen ohne Übersetzung neigen zu unrhythmischer Rotation. Manuelle Drehung direkt am Rohling verschiebt den Schwerpunkt und erzeugt seitlichen Druck auf den Draht. Schablonenfräsen mit Schleifrolle erfordert Nacharbeit und produziert Feinstaub statt sauberer Schmelze. Der PROXXON TKS 360 koppelt Achsführung, Übersetzung und Höhenverstellung in einem System, das definierbar statt reaktiv arbeitet.Prozessökonomie und Investitionsnutzen
Jede Stunde weniger Nachbearbeitung summiert sich insbesondere bei Kleinserien. Gleichmäßige Zylinder sparen Schleifmittel und erhalten die ursprüngliche Dichteverteilung im Kern. Der stabile Aluminiumaufbau reduziert Verschleißrisiken, verlängert Nutzungsdauer und amortisiert die Anschaffung über viele Projektzyklen. Planungssicherheit verbessert Kalkulation gegenüber Kunden oder internen Stakeholdern.Sicherheit und ergonomisches Arbeiten
Auch mit kontrollierter Rotation bleibt der heiße Draht Gefahrenquelle – Winkel des Handgelenks neutral halten und keinen seitlichen Hebel erzeugen. Drehknopf nur über vorgesehenes Griffstück führen; nicht an Rohmaterial zerren. Ausreichende Beleuchtung minimiert Schatten, die Manteltreue verschleiern könnten. Kurze Pausen bei Serien beugen verkrampfter Fingerhaltung vor.Wartung und Pflege
Leichtes Abwischen der eloxierten Flächen nach Materialwechsel verhindert Anhaftungen, die den Reibwert verändern. Getriebebereich frei von Schaumstaub halten, um gleichmäßige Übersetzung zu garantieren. Keine öligen Schmierstoffe einsetzen; trocken ausblasen genügt. Regelmäßig prüfen, ob die Höhenverstellung ohne Mikroruckeln läuft – frühzeitiges Reinigen statt gewaltsamer Drehversuche.Empfohlene Ergänzungen für ein vollständiges Setup
- THERMOCUT 230/E als Basismaschine (nicht im Lieferumfang)
- Ersatz-Schneidedraht für konstante Schnittqualität
- Feinmarkerstifte zur Kennzeichnung von Abschnittslinien
- Digitaler Messschieber zur Durchmesserverifikation
- Staubarme Unterlage für Zwischenablage fertiger Zylinder
- Temperaturprotokollkarte für Serienwiederholung
Lieferumfang und erster Einsatz
Geliefert wird der THERMOCUT-Kreisschneider TKS 360 als eigenständige Ergänzung. Nach Montage in der Tischnut empfiehlt sich ein kurzer Kalibrierschnitt mit Reststück: Durchmesser einstellen, halbe Drehung testen, Feinkorrektur, vollständige Rotation ausführen. Erst danach hochwertige Schaumblöcke ansetzen. Dieses Mini-Ritual spart Zeit, verhindert Fehlteile und etabliert einen reproduzierbaren Startstandard.Strategien zur kontinuierlichen Verbesserung
Kurze Schnittjournale mit Parametern (Material, Drahttemperatur, Drehtempo-Einschätzung, Ergebnis) schaffen in wenigen Projekten eine interne Datenbank. Periodische Selbstkontrolle: Stimmen die tatsächlichen Durchmesser mit eingestelltem Wert überein? Abweichungen früh erkennen statt kumuliert in einer ganzen Serie. Geplantes Wechseln zwischen Zylinder- und Kegelformen erhält das haptische Feedback für Winkel- und Höhenvariationen.Fazit: TKS 360 als Präzisionshebel für rotative Schaumgeometrien
Der PROXXON THERMOCUT-Kreisschneider TKS 360 übersetzt den Anspruch auf wiederholbar exakte Zylinder und Kegel in einen mechanisch stabilen, feinfühligen Prozess. Getriebeübersetzung, stufenlose Höhenverstellung und Radius-Vorwahl bündeln sich zu einem Werkzeug, das kreative Intention planbar macht und Nacharbeit minimiert. Wer Rundformen nicht länger improvisieren, sondern definieren will, findet hier einen nachhaltigen Effizienz- und Qualitätshebel.Herstellerinformationen
Name des Herstellers
PROXXON S.A.
Postanschrift
Härebierg 6-10
6868 Wecker
Luxembourg
Amtsgericht: B 36054
UStId: LU16254228
Telefon: 0049 6502 93 17 - 0
elektronische Adresse
office@proxxon.com